АВТОЖИРные страницы Мистера Твистера
Описание изготовления втулки ротора типа Bensen-Price, чертежи которой прилагаются
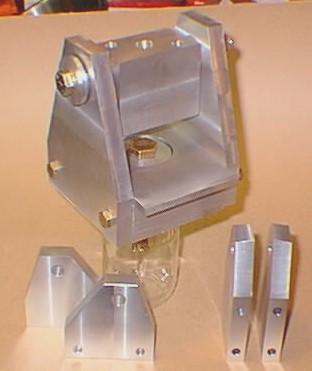
 Вот так
она, родимая,
выгладит в
готовом виде.
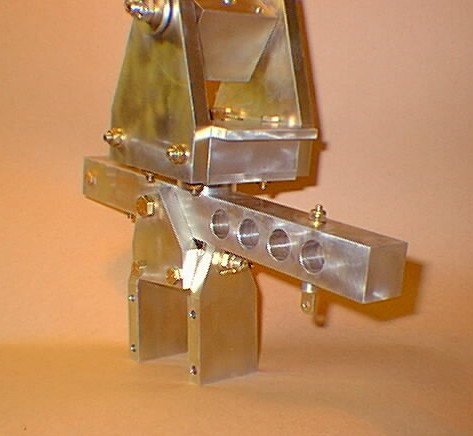
Вот так
она, родимая,
выгладит в
готовом виде.
|
Это - переработка текста руководства Бенсена по изготовлению втулки. Текст сокращен там, где речь шла о деталях, приобретаемых в компании Бенсена и, следовательно, более не выпускаемых. (Ну и я еще вырезал пару подрывных с точки зрения культуры производства предложений и описал процесс нормальным человеческим языком - М.Т. :)) В
некоторых
местах на
чертежах
опущены
отдельные
размеры,
указывающие
расположение
отверстий.
Это сделано
для того,
чтобы не
затруднять
работу
строителям,
не имеющим
собственной
станочной
базы и/или
особо
точных
измерительных
инструментов.
Последовательность
изготовления
сведена к
шаговому
принципу:
приложил -
зафиксировал -
просверлил
предварительно
- рассверлил
точно. Это
позволяет
при
минимуме
инструментов
добиться
максимума
точности
изготовления.
Все
отверстия
следует
сверлить
диаметром,
меньшим на 1/32”-1/16”,
чем
необходимый,
и затем
разворачивать
до
конечного
размера. ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ: СБОРКА ВЕРХНЕЙ ЧАСТИ ВТУЛКИ Верхние щеки (5) Просверлить
два
отверстия �”
- по одному в
каждой щеке (5) Обработать
две
противоположные
- длинные -
стороны
блока (8) так,
чтобы
получился
параллелепипед
с длинной
стороной 3.750”. Верхняя крышка (6) Точно
в центре
просверлить
отверстие 1 �” Нижняя крышка (9) Просверлить точно по центру отверстие 1 �”. Верхняя
втулка
(4) главного
подшипника Проточить
втулку (4) до
наружного
диаметра 1.1812 +/-0.0002”.
Торцы
должны быть
строго
перпендикулярны
оси
отверстия 1.1812.
Отверстие
должно быть
строго
соосно
наружному
цилиндру. Язык (22) Обработать
блок, сделав
его стороны 1 �” x 2”
плоскими и
параллельными. Втулки (3) оси качания Аккуратно
проточить и
отшлифовать
внутреннюю
поверхность
до диаметра 0.7497” +/- 0.0002”.
Убедитесь,
что фланец
втулки
перпендикулярен
ее наружной
поверхности
и что он
строго
плоский.
Отверстие 0.375”
должно быть
строго
соосно
наружной
поверхности
втулки,
иначе это
вызовет
биения из-за
циклического
смещения
шага
лопастей. Запрессовать подшипник 5206 в гнездо (8). Торцы подшипника должны быть заподлицо со стенками блока. Вставить внутрь подшипника верхнюю втулку (4). Вставить
в
подшипники
скольжения (1) 12-DU-08
на щеках
вилки (5)
втулки (3) с
шайбами.
Установить
щеки к блоку
(22) с помощью
крепежа 3/8”.
Затягивать
с усилием 300
фунтов на
дюйм. Установить втулку (10) поверх болта и выше втулки (4). Это временно. Установить щеки и блок (22) поверх болта �” выше втулки (10). Такая последовательность сборки обеспечит центровку болта ( Teeter Bolt) во втулке (Bearing Centre) и установит высоту болта над плоскостью подшипника. Выровнять щеки (5) с гнездом (8) и зафиксировать зажимами. Наметить два отверстия �” в щеках (5) и просверлить через щеки и гнездо. Установить в просверленные отверстия крепеж и затянуть с усилием 50...70 фунтов на дюйм. Снять со щек (5) блок (22) По центру гнезда (8) установить пластину (6). Скошенные края смотрят вверх. Установить по центру снизу платы (8) упорную пластину (9) и зафиксировать все три детали между собой зажимами. Наметить и просверлить через эту сборку 4 отверстия �” в пластине (6). Собрать сборку на болтах и затянуть. Обрезать концы болтов так, чтобы оставалось два витка резьбы над гайками. Снять болт �” и установить деталь (10), которую до этого использовали как временную, внутрь подшипника 5206 (деталь 7). На
этом сборка
верхней
части
втулки
ротора
закончена. Изготовление нижнего рычага Рычаг (12) Отфрезеровать согласно чертежа. Если на автожире используется верхняя ручка управления (с наружным диаметром 1''), просверлить в торце рычага отверстие диаметром 1”, глубиной 2 �”. Под кронштейн (18) наметить и просверлить два отверстия �” - см. их расположение на чертеже (2). Если используется стандартная нижняя ручка управления, передние 3 дюйма рычага можно отрезать. Два отверстия �” под поперечину (17) разметить через отверстия, уже просверленные в поперечине. Поперечная опора ((13) Стороны
должны быть
плоскими и
все - под
прямыми
углами.
Разметить,
просверлить
и
развернуть
отверстие 0.375”. Продольные щеки (11) Разметить, просверлить и развернуть отверстие 0.375” в обоих щеках. Просверлить в ОДНОЙ из щек два отверстия �”. Установить с крепежом щеки (11) к рычагу (12). Вставить опору (13) на ее место, заподлицо с нижним краем щек (11) и их сторонами и зафиксировать зажимами. Через имеющиеся отверстия в щеках наметить 2 отверстия �” и просверлить. Собрать на болтах и затянуть Ослабить
болт опоры 3/8”
так, чтобы
опора имела
люфт в
пределах 0.003”...0.005”.
Если сборка
слишком
тугая,
напильником
или на
станке
снять
лишнее на
боках опоры
(13). Передняя (14) и задняя (15) щеки Полностью обработать на станке согласно чертежа. Собрать с крепежом и опорой (13). Зажать рычаг (12) в тиски и выровнять горизонтально с помощью уровня или угломера. Наклонить сборку подвески (Gimbal assembly) до упора вперед, чтобы она уперлась в переднюю щеку (14). Измерить угол отклонения с помощью угломера, установленного на опоре (13). Правильный угол: от 9 � до 10 градусов. При необходимости доработать напильником скос в 10 градусов на передней щеке, чтобы получить необходимый угол отклонения. Теперь отклонить шарнир полностью назад, до упора в заднюю щеку (15). Правильный угол - 7.5...8.0 градусов. При необходимости доработать напильником скос в 8 градусов на задней щеке (15), чтобы получить необходимый угол отклонения. Сборка втулки. Закрепить верхнюю сборку на рычаге (12) болтом �” с корончатой гайкой. Затягивать с усилием 360 фунтов на дюйм. НЕ ЗАБУДЬ БУЛАВКУ! Смазать
болты
качания (Gimbal Pivot bolts,
вертикальный
и
горизонтальные)
и
соприкасающиеся
с ними
поверхности
тонким
слоем
консистентной
смазки. УСТАНОВКА ВЕРХНЕЙ РУЧКИ: Зажать собранную втулку в тисках. Выставить продольный рычаг горизонтально и без кренов. Вставить ручку в отверстие диаметром 1 дюйм в торце рычага и установить плоскость ручки вертикально. Просверлить через рычаг и ручку 2 отверстия 3/16 дюйма. Вставить болты 3/16 и затянуть. Установка коромысла. Отцентровать блок (22) (Teeter Block) вдоль и поперек на коромысле и зажать струбцинами. Просверлить 2 отверстия 5/16” через имеющиеся отверстия в блоке. Установить крепеж. Гайки 5/16” затягивать с усилием 140 фунтов на дюйм. Зажать собранную втулку в тиски и выровнять по горизонту продольный рычаг (Torque Tube) и стопорную платину (6) (Stop plate). Установить сборку коромысла. Проверить углы взмаха лопастей. и свободу их отклонений. Отклонить коромысло полностью назад до упора в скос щеки на пластине (6). Измерить угол отклонения. Правильный угол равен от 8.5 до 9.0 градусов. При необходимости сточить напильником скос до получения верного угла отклонения. Повторить процедуру при отклоненном вперед коромысле. Угол отклонения должен быть тот же. Коромысло должно без натяга качаться в подшипниках скольжения (“DU” Bushing) при затяжке гайки горизонтального болта с усилием 300 фунтов на дюйм. Поперечный зазор во втулках (3) (Pivots) должен быть в пределах 0.003” до 0.010”. Если он больше - доработать посадочный торец втулок (3) до соблюдения необходимого зазора. Если зазор мал - доработать щеки втулок (3). Подшипники скольжения (“DU” Bushings) являются необслуживаемыми самосмазывающимися "сухими" подшипниками. Они изготовлены из специальной бронзы с тефлоновым покрытием. Их нельзя смазывать, чтобы не скапливалась грязь! При каждой установке (в процессе эксплуатации) коромысла, болт качалки следует затягивать с усилием 300 фунтов на дюйм и контрить булавкой! Это обеспечивает необходимое обжатие втулок (3) с блоком качалки (Teeter Block). Установка втулки на кластер: вставить втулку между щеками кластера с зазором примерно 0.170” между верхним срезом щек и нижним срезом поперечного блока (13). Отрегулировать так, чтобы отклонения вбок составляли от 51/2 до 6 градусов. Отклонить продольный рычаг (Torque Bar) полностью назад и натянуть триммерную пружину с усилием 30 фунтов на дюйм. Конец текста Бенсена. Примечания: 1. В данной втулке применены стандартные американские подшипники скольжения для оси качания ротора. В тексте указано, что они не смазываемые. Это связано с тем, что это подшипники с тефлоновым покрытием. Можно использовать любые наши подшипники скольжения (бронза, баббит), но предусмотреть пресс-масленки для смазки. 2. Главный подшипник (5206) - двухрядный шариковый радиально-осевой класса не ниже 3. Наш аналог - подшипники тип 206 высокого класса. 3. В чертежах указано, что втулки (3) (Pivots) под подшипники скольжения в верхних щеках изготовлены из алюминия, это весьма сомнительно, они должны быть стальные. 4. Естественно, при использовании других комплектующих (подшипники, болты) необходимо вносить изменения в соответствующие размеры. 5. Главный болт и болты качания - только авиационного качества, если изготавливать - строго по технологии. 6. Мне кажется, что хитромудрые кронштейны триммерной пружины лучше заменить на те, что указаны в руководстве по постройке Gyrobee (два уголка по бокам мачты, стянутые тремя болтами). 7.
Отверстия в
продольном
рычаге,
высверленные
для
экономии
веса, можно
заменить
выборкой
металла по
обе стороны
рычага - на
некоторых
фотографиях
на диске это
видно. Это
требует
фрезерования,
но выглядит
правильнее. |
На страницы оригинала (англ.яз.) - это место, из которого были получены исходные материалы.